客製化塑膠射出成型
塑膠射出成型
 當你的模具已經準備就緒給我們,我們會視您的需求安裝在我們的全電式或油壓式的射出成型機上並注入您所指定的原料廠牌與規格於料筒中進行生產。
當你的模具已經準備就緒給我們,我們會視您的需求安裝在我們的全電式或油壓式的射出成型機上並注入您所指定的原料廠牌與規格於料筒中進行生產。我們的作業流程透過我們的資深工程師與可製造性分析,將迅速的一起全面進行,以達最高標準。
您的部品和預算在報價過程中,若遇修改數量,更換材料,表面處理或其他需求,可以隨時隨地的作變換,我們將提供您無縫接軌的行程。我們全電式射出成型機比液壓式的成型機提供更高的穩定性,這使您的產品保持一致性,並在最好的價格來製造你的零件,是什麼原因讓我可以如此輕鬆駕馭射出成型機?因為我們的始業是成型機的製造者,還有誰可以比我們更懂成型機的構造?還有誰可以比我們更能駕馭各廠牌的成型機?如果CLS是世界第二,那絕對不會有世界第一的存在。
塑膠射出成型的種類









我們的流程
即刻讓CLS的經驗和技術能力,開始您的產品專案。我們可以簡化塑膠射出成型為您盡可能提供最具競爭力的價格,比你想像的還要快,讓您的產品推向市場。
立即詢價
一個部品的3D圖檔是全部程序的首要工程,透過電子郵件sales@cls.com.tw 或直接電洽+886-4-22352206或+66-44-212698,隨時隨地的提供圖檔給我們,我們的團隊會迅速的全面進行您的專案,提供最完整的方案給您參考。如此一來,您很快的可以依照數量,材質,表面處理,加工等其他的預算及需求下,找到您製造需求的最佳選擇。

隨著我們科學的方法來執行射出成型,我們的模流分析可以以最大值地減少翹曲,尺寸變化和開裂,每次皆提供高品質的,一致性的客製部品。
我們廠內大部份都是日系廠牌的射出成型機無論是FANUC還是TOCHIBA,皆是以日系精神與保證來生產您的成品,以便延長精密成型性能的需求。我們的射出成型機大小由30噸至450噸,無論你的要求是最快的還是慢的,是高精密或最佳經濟考量的,我們能做到,皆能為您提供您的要求。
這裡是所有塑料注塑成型機,供大家參考的規格表:
我們廠內大部份都是日系廠牌的射出成型機無論是FANUC還是TOCHIBA,皆是以日系精神與保證來生產您的成品,以便延長精密成型性能的需求。我們的射出成型機大小由30噸至450噸,無論你的要求是最快的還是慢的,是高精密或最佳經濟考量的,我們能做到,皆能為您提供您的要求。
這裡是所有塑料注塑成型機,供大家參考的規格表:










| 廠牌 | 型號 | 射出速度 | 射出產能 | 適合最重成品重量 (max) |
模板間距離 Rods (HxV) |
成型機數 |
| FUNAC | S2000-i30A | 525 mm/s | 13 kg/h | 22 (g) | 280x280 (mm) | 2 部 |
| FUNAC | S2000-i50B | 450 mm/s | 16 kg/h | 38 (g) | 320x320 (mm) | 2 部 |
| TOSHIBA | EC-100S | 500 mm/s | 61 kg/h | 94(g) | 460x410 (mm) | 1 部 |
| TOSHIBA | EC-130S | 350 mm/s | 83 kg/h | 145 (g) | 510x460 (mm) | 2 部 |
| TOSHIBA | EC-180S | 300 mm/s | 110 kg/h | 208 (g) | 560x510 (mm) | 1 部 |
| TOSHIBA | EC-230S | 300 mm/s | 160 kg/h | 361 (g) | 610x560 (mm) | 1 部 |
| TOSHIBA | EC-280S | 300 mm/s | 160 kg/h | 361 (g) | 730×660 (mm) | 1 部 |
| TOSHIBA | EC-350S | 300 mm/s | 230 kg/h | 780 (g) | 810×730 (mm) | 1 部 |
| VITOR Taichung | VS-100 | 186 mm/s | 41 kg/h | 110 (g) | 410x410 (mm) | 2 部 |
| VITOR Taichung | VS-180 | 152 mm/s | 110 kg/h | 315 (g) | 510x510 (mm) | 1 部 |
| VITOR Taichung | VS-250 | 145 mm/s | 166 kg/h | 541 (g) | 610x610 (mm) | 2 部 |
| HWA-CHIN | HC-80SE | 210 mm/s | 45 kg/h | 96 (g) | 330x330 (mm) | 1 部 |
| HWA-CHIN | HC-100SE | 190 mm/s | 50 kg/h | 127 (g) | 780x780 (mm) | 4 部 |
| HWA-CHIN | HC-450 | 81 mm/s | 190 kg/h | 1385 (g) | 380x300 (mm) | 1 部 |
| CLS | CLS-60 | 172 mm/s | 78 kg/h | 150 (g) | 380x300 (mm) | 1 部 |
| CLS | CLS-80 | 168 mm/s | 83 kg/h | 180 (g) | 410x350 (mm) | 1 部 |
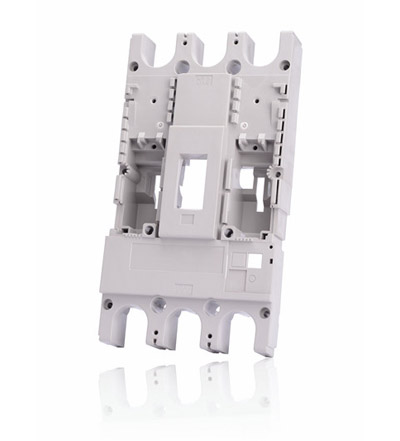
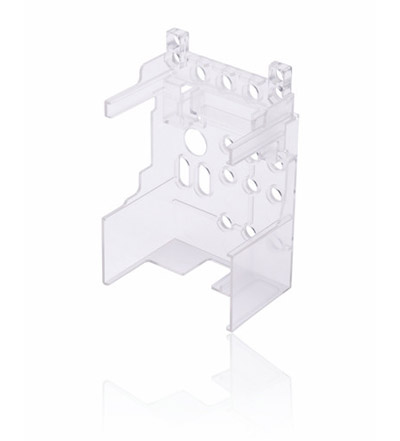
射出成型部品欣賞